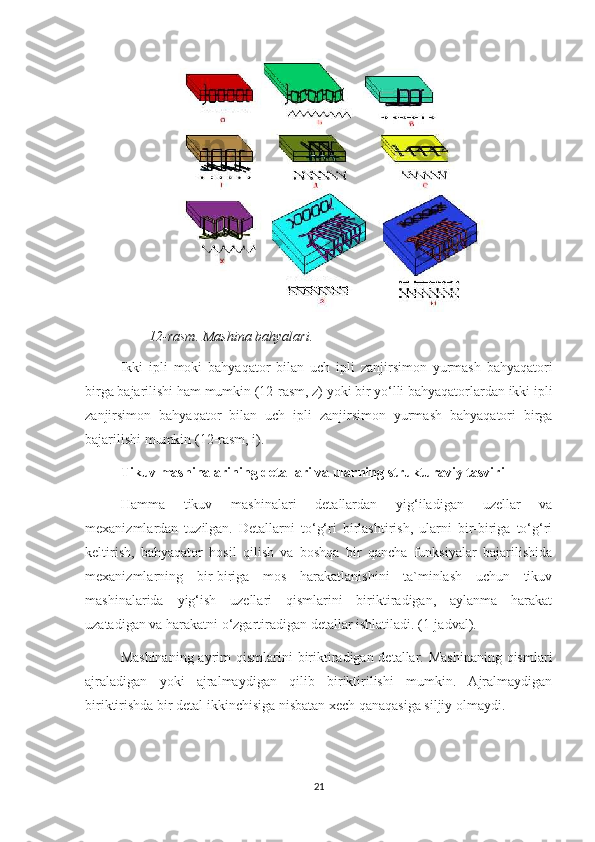
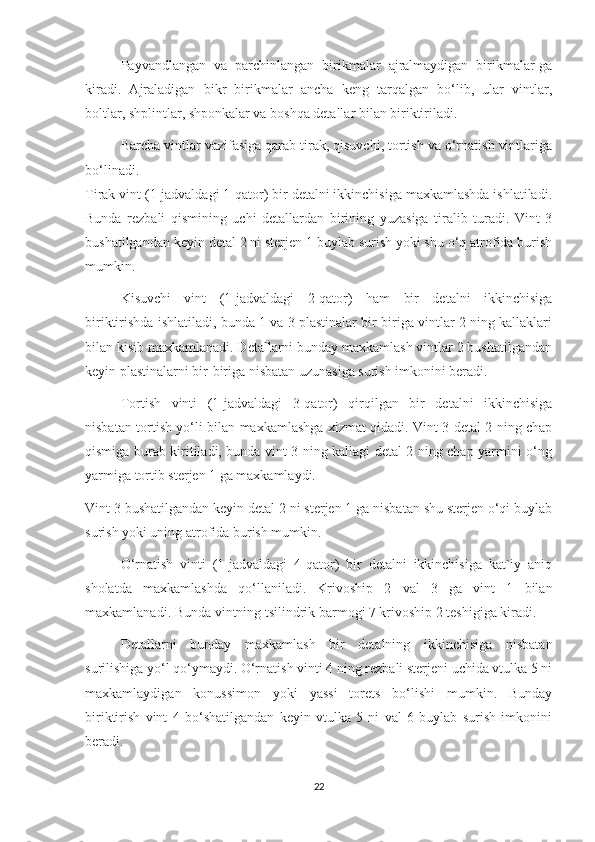
TIKISH VA YO’RMALASH MASHINALARNI NUQSONLARNI ANIQLASH VA ULARNI BARTARAF ETISH




![O‘tgan asrning 30–50-yillarida AKSH, Buyo‘q Britaniya, Germaniya va
Fransiya davlatlaridan tikuv mashinalariga 30 dan ortik patent olingan va katta
xajmda ishlab chiqarila boshlangan.
Foydalanilgan adabiyot
1. YoMdoshev Sh.U. Mashinalar ishonchligi va ulami ta’mirlash asoslari. T.
O'zbekiston, ] 994 y. 480 b.
2. OlimovQ.T. Tikuvchilik korxonalari jihozlari va uskunalari. KHK uchun
darslik. / G‘.G‘uIom.2002.
3 . Технология машиностроения. Под редакцией Дальсю)го Н.М. 2000 г.
4. Р.Коллер, В,А. Ф укин и др. С тратегия и тактика инвариантного
конструрирования, моделирования и оптимизации технических систем.
Руско-немецкий учебно-методический комплекс. Народное образование.,
Москва-Аакен, 1997.
5 . Швейние машины фирмы “Джуки”. Руководство для инженеров.
6. М.Худух. Ремонт и монтаж оборудования текстильной и легкой
промышленности. М ., 1987 г
7. Sinle-thread chainstitch cycling machine for sewing buttons and tasks Printed in
Germany. 4-99.
8. В.Я.Фраитс. Разборка, сборка и наладка швейных машин. М., Легкая и
пищевая промышленность. 1983.
9. Рейбарх Л.Б. Ремонт и монтаж швейных машин швеЙно-трию>тажного
производства. М. Легкопромиздат. 1989.
10. Olimov Q.T., Rustamov R.M., Nmboyev R.X., Uzoqova L.P. Tikuv
mashinalari. Toshkent. Uzinkomsentr. 2002-y
49](/data/documents/c108c8c6-fe4a-4806-96dd-e7a775f20691/page_49.png)
TIKISH VA YO’RMALASH MASHINALARNI NUQSONLARNI ANIQLASH VA ULARNI BARTARAF ETISH Reja: Kirish I bob. Tikish va yo’rmalash mashinalari turlari haqida. 1.1.Tikish va yo’rmalash mashinalari turlari 1.2.Mashinalarning vazifalari va bahyaqator turlari II bob.Tikish va yo’rmalash mahsinalari nuqsonlarini aniqlash va ularni bartaraf etish. 2.1.Tikish va yo’rmalsh mashinalarini nuqsonlarini aniqlash 2.2. Tikish va yo’rmalovchi mashinalarni nuqsonlarini bartaraf etish Xulosa Foydalanilgan adabiyot 1
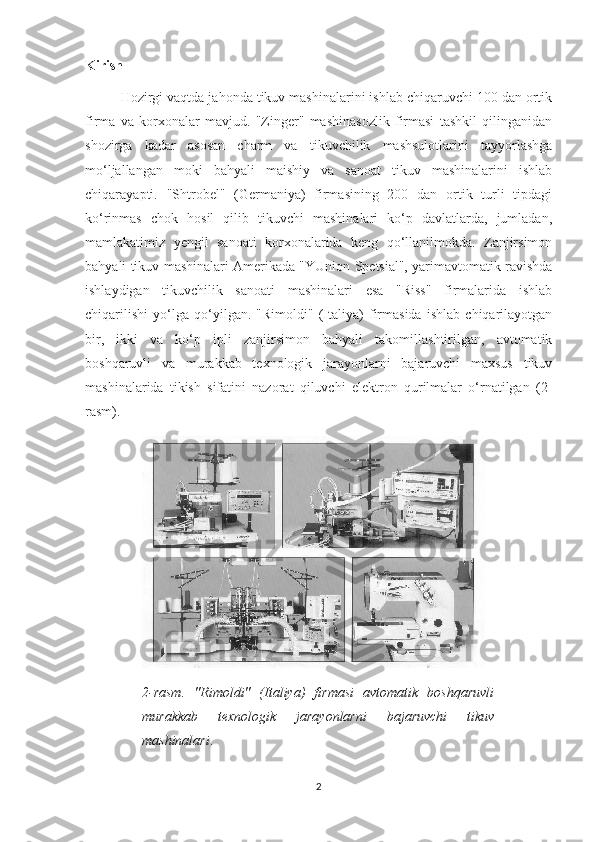
Kirish Hozirgi vaqtda jahonda tikuv mashinalarini ishlab chiqaruvchi 100 dan ortik firma va korxonalar mavjud. "Zinger" mashinasozlik firmasi tashkil qilinganidan shozirga kadar asosan charm va tikuvchilik mashsulotlarini tayyorlashga mo‘ljallangan moki bahyali maishiy va sanoat tikuv mashinalarini ishlab chiqarayapti. "Shtrobel" (Germaniya) firmasining 200 dan ortik turli tipdagi ko‘rinmas chok hosil qilib tikuvchi mashinalari ko‘p davlatlarda, jumladan, mamlakatimiz yengil sanoati korxonalarida keng qo‘llanilmokda. Zanjirsimon bahyali tikuv mashinalari Amerikada "YUnion Spetsial", yarimavtomatik ravishda ishlaydigan tikuvchilik sanoati mashinalari esa "Riss" firmalarida ishlab chiqarilishi yo‘lga qo‘yilgan. "Rimoldi" (Italiya) firmasida ishlab chiqarilayotgan bir, ikki va ko‘p ipli zanjirsimon bahyali takomillashtirilgan, avtomatik boshqaruvli va murakkab texnologik jarayonlarni bajaruvchi maxsus tikuv mashinalarida tikish sifatini nazorat qiluvchi elektron qurilmalar o‘rnatilgan (2- rasm). 2-rasm. "Rimoldi" (Italiya) firmasi avtomatik boshqaruvli murakkab texnologik jarayonlarni bajaruvchi tikuv mashinalari . 2
"Torrington" firmasida esa barcha ko‘rinishdagi tikuv mashinalari uchun ignalar tayyorlanadi. Keyingi 25–30 yil ichida YAponiyada tikuvchilik sanoati mashinasozligi ancha rivojlandi. "Yamoto", "Juki", "Kansai Spetsial", "Seyko" firmalarida pnevmatik va elektron mexanikaviy qurilmali avtomatik va yarimavtomatik mashinalar, avtomatik boshqaruvli tizimlar katta xajmda ishlab chiqarilayapti. "Juki" firmasining zanjirsimon bahyali yurmab tikish mashinalari barcha turdagi gazlamalarni sifatli tikishga mo‘ljallangan bo‘lib, ularda texnik va texnologik talablarga javob beruvchi qo‘shimcha mexanizm va qurilmalar qo‘llanilgan (3-rasm). 3-rasm. "Juki" (YAponiya) mashinasozlik firmasi gazlama chetlarini yo‘rmab-tikish va maxsus yarim avtomatik tikuv mashinalari. XIX asr oxirlaridan boshlab Germaniyadagi "Pfaff", "Adler", "Dyurkopp" firmalari poyafzal va kiyim tikishga mo‘ljallangan moki va zanjirsimon bahyali tikuv mashinalarini boshqa davlatlarga eksport kilmokda. "Dyurkopp-Adler" mashinasozlik firmasida avtomatik va yarimavtomatik tikuv mashinalari (4-rasm), texnologik jarayonlar uchun shisoblash texnikasi, elektron boshqaruv qurilmasi va 3
mikroprotsessor vositalaridan keng foydalanilgan ixtisoslashgan sistemalar ishlab chiqarilayapti. " Tekstima " mashinasozlik birlashmasida maishiy va sanoat tikuv mashinalari , " Pannoniya " ( Vengriya ) mashinasozlik kombinatida tugma qadash , halqa hosil qilish yarimavtomatlari , bichish mashinalari va dazmollash uskunalari , " Minerva " ( Slovakiya ) firmasida asosan Siniq bahya qatorli tikuv mashinalari ishlab chiqarilmoqda . Podolsk ( Rossiya ) mexanika zavodi dunyo miqyosida taniqli mashinasozlik korxonasi shisoblanib , ishlab chiqaradigan ko ‘ p turdagi sanoat tikuv mashinalari , yarimavtomatlari puxtaligi va uzok muddat ishlashi bilan aloxida urin egallaydi . "Rostov" mexanika zavodining yo‘rmab tikish mashinalari sanoatimizda keng qo‘llanilmoqda. Bundan tashqari "Toyota" (Yaponiya), "Bernina" (Shveytsariya), "Xuskvarno" (Shvetsiya) firmalarida ishlab chiqarilgan tikuvchilik sanoati mashinalari va uskunalariga talab ortib bormoqda. 44- rasm "Dyurkopp-Adler" firmasining yarimavtomatik tikuv mashinalari.
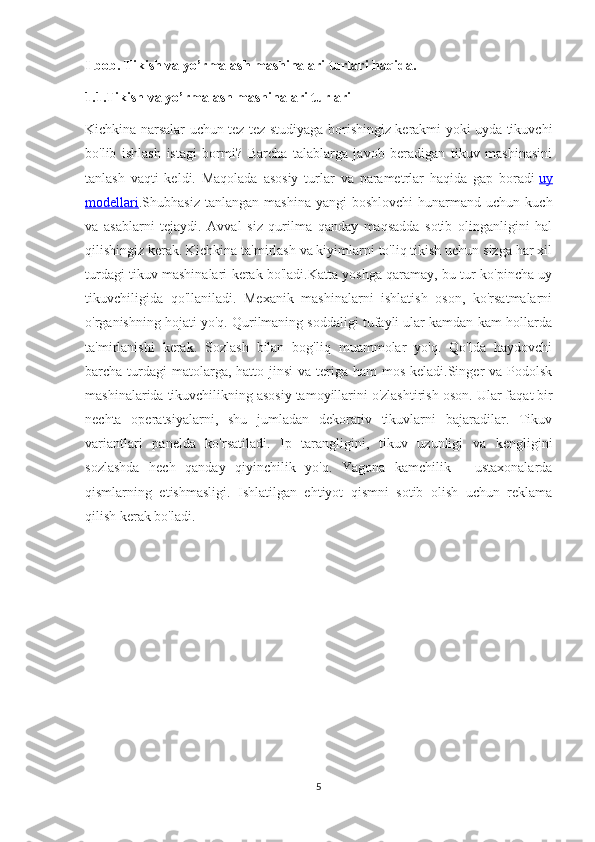
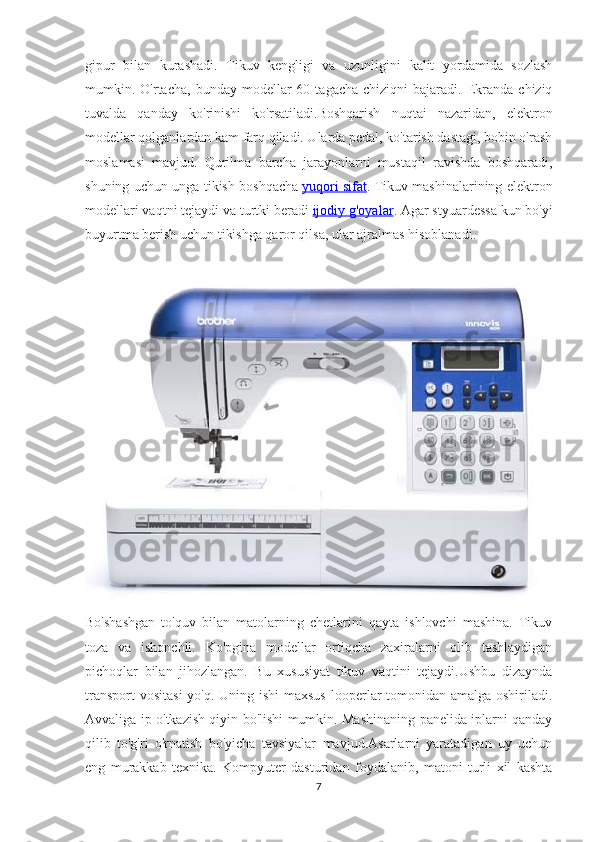
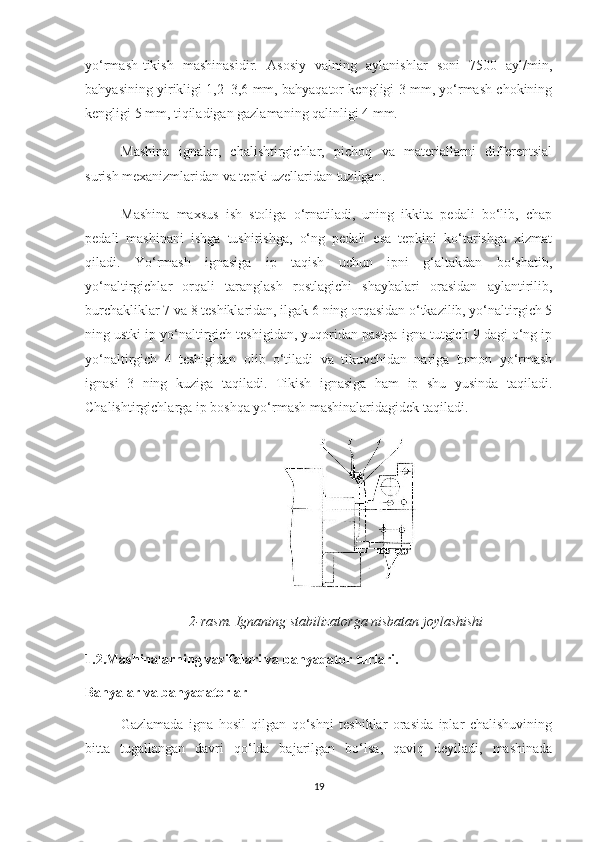
I bob. Tikish va yo’rmalash mashinalari turlari haqida. 1.1.Tikish va yo’rmalash mashinalari turlari Kichkina narsalar uchun tez-tez studiyaga borishingiz kerakmi yoki uyda tikuvchi bo'lib ishlash istagi bormi? Barcha talablarga javob beradigan tikuv mashinasini tanlash vaqti keldi. Maqolada asosiy turlar va parametrlar haqida gap boradi uy modellari .Shubhasiz tanlangan mashina yangi boshlovchi hunarmand uchun kuch va asablarni tejaydi. Avval siz qurilma qanday maqsadda sotib olinganligini hal qilishingiz kerak. Kichkina ta'mirlash va kiyimlarni to'liq tikish uchun sizga har xil turdagi tikuv mashinalari kerak bo'ladi.Katta yoshga qaramay, bu tur ko'pincha uy tikuvchiligida qo'llaniladi. Mexanik mashinalarni ishlatish oson, ko'rsatmalarni o'rganishning hojati yo'q. Qurilmaning soddaligi tufayli ular kamdan-kam hollarda ta'mirlanishi kerak. Sozlash bilan bog'liq muammolar yo'q. Qo'lda haydovchi barcha turdagi matolarga, hatto jinsi va teriga ham mos keladi.Singer va Podolsk mashinalarida tikuvchilikning asosiy tamoyillarini o'zlashtirish oson. Ular faqat bir nechta operatsiyalarni, shu jumladan dekorativ tikuvlarni bajaradilar. Tikuv variantlari panelda ko'rsatiladi. Ip tarangligini, tikuv uzunligi va kengligini sozlashda hech qanday qiyinchilik yo'q. Yagona kamchilik - ustaxonalarda qismlarning etishmasligi. Ishlatilgan ehtiyot qismni sotib olish uchun reklama qilish kerak bo'ladi. 5