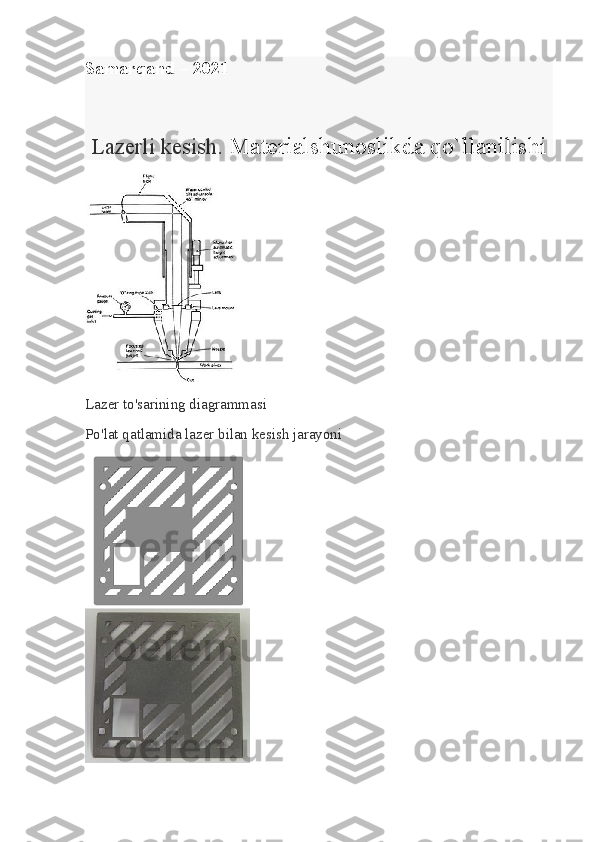
Lazerli kesish. Materialshunoslikda qo`llanilishi 25v

![SAPR (yuqori) va zanglamaydigan po'latdan lazer bilan kesilgan qism
(pastki)
Lazerni kesish dan foydalanadigan texnologiya lazer materiallarni kesish
uchun. Odatda sanoat ishlab chiqarish dasturlari uchun ishlatilgan bo'lsa-da, u
maktablar, kichik biznes va havaskorlar tomonidan qo'llanila boshlanadi.
Lazer kesish yuqori quvvatli lazer chiqishini eng ko'p optik orqali yo'naltirish
orqali ishlaydi. The lazer optikasi va CNC (kompyuter raqamli boshqarish)
materialni yoki hosil bo'lgan lazer nurini yo'naltirish uchun ishlatiladi.
Materiallarni kesish uchun savdo lazer CNC-ga rioya qilish uchun harakatni
boshqarish tizimidan foydalanadi G-kod materialga kesilishi kerak bo'lgan
naqsh. Fokuslangan lazer nuri materialga yo'naltirilgan bo'lib, u eritiladi,
yonadi, bug'lanadi yoki gaz oqimi bilan uchib ketadi, [1]
yuqori sifatli sirt
qoplamasi bilan chekka qoldiring. [2]
Tarix
1965 yilda birinchi ishlab chiqarish lazerli kesish mashinasi
ishlatilgan burg'ulash teshiklari olmos o'ladi . Ushbu mashina. Tomonidan
ishlab chiqarilgan G'arbiy elektrotexnika tadqiqot markazi . [3]
1967 yilda
inglizlar metallarni kislorodli reaktiv yordamida lazer yordamida kesishga
kashshof bo'lishdi. [4]
1970-yillarning boshlarida ushbu texnologiya
aerokosmik qo'llanmalar uchun titanni kesish uchun ishlab chiqarishga joriy
etildi. Xuddi shu paytni o'zida CO2 kabi lazerlarni metall bo'lmaganlarni
kesishga moslashgan to'qimachilik , chunki, o'sha paytda, CO2 lazerlar engib
o'tishga qodir emas edi issiqlik o'tkazuvchanligi metallar. [5]
Jarayon](/data/documents/9655a6e1-528c-4b92-9ba4-1c0a80c1a78d/page_3.png)
![CNC interfeysi orqali dasturlashtirilgan kesish bo'yicha ko'rsatmalar bilan
po'latni sanoat lazer bilan kesish
.Ning avlodi lazer nur yopiq idishda elektr razryadlari yoki lampalar
yordamida lasing materialini rag'batlantirishni o'z ichiga oladi. Lasing
materialini qo'zg'atganda, nur monoxromatik izchil yorug'lik oqimi sifatida
qochib qutulish uchun etarli energiyaga erishmaguncha, qisman oyna
yordamida ichki qismda aks etadi. Ko'zgular yoki optik tolalar odatda
yo'naltirish uchun ishlatiladi izchil yorug'lik yorug'likni ish zonasiga
yo'naltiradigan ob'ektivga. Fokuslangan nurning eng tor qismi odatda 0,0125
dyuym (0,32 mm) dan kam. Materiallarning qalinligiga qarab, kerf 0,004
dyuym (0,10 mm) gacha bo'lgan kengliklar mumkin. [6]
Kesishni chetidan
boshqa joydan boshlash uchun har bir kesishdan oldin teshilish amalga
oshiriladi. Pirsing odatda yuqori quvvatli impulsli lazer nurini o'z ichiga
oladi, u asta-sekin materialda teshik hosil qiladi va qalinligi 0,5 dyuym (13
mm) uchun 5-15 soniya vaqt oladi. zanglamaydigan po'lat , masalan.
Lazer manbasidan olingan izchil nurlarning parallel nurlari ko'pincha
diametri 0,06-0,08 dyuym (1,5-2,0 mm) oralig'ida tushadi. Ushbu nur odatda
linzalar yoki oynalar yordamida juda zich lazer nurini yaratish uchun 0,001
dyuym (0,025 mm) gacha bo'lgan juda kichik nuqtaga yo'naltirilgan va
kuchaytirilgan. Konturni kesish paytida iloji boricha silliq ishlov berishga
erishish uchun nur yo'nalishi qutblanish konturli ishlov beriladigan
buyumning atrofini aylanib o'tganda aylantirilishi kerak. Plitalarni kesish
uchun fokus uzunligi odatda 1,5-3 dyuym (38-76 mm) ni tashkil qiladi. [7]
Lazerni kesish afzalliklari mexanik kesish ishlov berishni osonlashtirish va
ishlov beriladigan qismning ifloslanishini kamaytirish (shu sababli material
bilan ifloslanadigan yoki materialni ifloslantiradigan chekka joy yo'q).
Aniqlik yaxshiroq bo'lishi mumkin, chunki jarayon davomida lazer nurlari
eskirmaydi. Lazer tizimlari kichik bo'lganligi sababli, kesilgan materialni
burish ehtimoli kamayadi issiqlik ta'sir qiladigan zona . [8]
Ba'zi materiallarni
an'anaviy usullar bilan kesish juda qiyin yoki imkonsizdir.](/data/documents/9655a6e1-528c-4b92-9ba4-1c0a80c1a78d/page_4.png)
![Metall uchun lazer bilan kesish afzalliklarga ega plazma kesish aniqroq
bo'lish [9]
va metall lavha kesishda kam energiya sarflash; ammo, aksariyat
sanoat lazerlari plazma mumkin bo'lgan katta metall qalinligini kesib
ololmaydi. Yuqori quvvat bilan ishlaydigan yangi lazer mashinalari (6000
vatt, erta lazerni kesish mashinalarining 1500 vattli ko'rsatkichlaridan farqli
o'laroq) plazma mashinalariga qalin materiallarni kesib o'tish qobiliyatiga
yaqinlashmoqda, ammo bunday mashinalarning kapital qiymati
plazmadagiga qaraganda ancha yuqori po'lat plitalar kabi qalin materiallarni
kesishga qodir chiqib ketish mashinalari. [10]
Turlari
HACO tolali lazerni kesish mashinasi o'rnatilgan yuk tushirish tizimiga ega.
4000 vatt CO2 lazer to'sar
Lazerni kesishda ishlatiladigan uchta asosiy lazer turi mavjud.
The CO2 lazer kesish, zerikarli va o'yma uchun mos keladi.
The neodimiy (Nd) va neodimiy itriyum-alyuminiy-granat ( Nd: YAG )
lazerlar uslubi bo'yicha bir xil va faqat qo'llanilishida farqlanadi. Nd zerikarli
va yuqori energiya, ammo kam takrorlash zarur bo'lgan joyda ishlatiladi. Nd:
YAG lazeri juda katta quvvat zarur bo'lgan joyda va zerikarli va o'yma uchun
ishlatiladi. Ikkalasi ham CO2 va Nd / Nd: YAG lazerlaridan foydalanish
mumkin payvandlash . [11]
CO2 lazerlar, odatda, gaz aralashmasi orqali (DC qo'zg'atilgan) yoki
radiochastota energiyasidan foydalangan holda (chastota bilan qo'zg'atilgan)](/data/documents/9655a6e1-528c-4b92-9ba4-1c0a80c1a78d/page_5.png)
![oqim o'tkazib, "pompalanadi". The RF usuli yangi va ommalashgan. DC
konstruktsiyalari bo'shliq ichida elektrodlarni talab qiladiganligi sababli, ular
elektrod eroziyasiga va elektrod materialining qoplamasiga duch kelishi
mumkin shisha idishlar va optika . RF rezonatorlari tashqi elektrodlarga ega
bo'lgani uchun ular bunday muammolarga moyil emaslar.CO2 lazerlar titan,
zanglamaydigan po'lat, yumshoq po'lat, alyuminiy, plastmassa, yog'och,
ishlab chiqarilgan yog'och, mum, mato va qog'oz kabi ko'plab materiallarni
sanoat qirqish uchun ishlatiladi. YAG lazerlari, avvalambor, metall va
keramika buyumlarini kesish va chizish uchun ishlatiladi. [12]
Quvvat manbaiga qo'shimcha ravishda, gaz oqimining turi ishlashga ham
ta'sir qilishi mumkin. Ning umumiy variantlari CO2 lazerlarga tez eksenel
oqim, sekin eksenel oqim, transvers oqim va plita kiradi. Tez eksenel oqim
rezonatorida karbonat angidrid, geliy va azot aralashmasi turbina yoki
puflagich yordamida yuqori tezlikda aylanadi. Transvers oqim lazerlari gaz
aralashmasini pastroq tezlikda aylantirib, oddiyroq puflagichni talab qiladi.
Plitalar yoki diffuzion sovutgichli rezonatorlar statik gaz maydoniga ega, bu
bosim va shisha idishni talab qilmaydi, bu esa turbinalar va shisha idishlarni
almashtirishni tejashga olib keladi.
Lazer generatori va tashqi optikasi (shu jumladan fokus linzalari) sovutishni
talab qiladi. Tizim kattaligi va konfiguratsiyasiga qarab chiqindi issiqlik
sovutish suyuqligi yoki to'g'ridan-to'g'ri havoga uzatilishi mumkin. Suv
odatda ishlatiladigan sovutgichdir, odatda sovutgich yoki issiqlik uzatish
tizimi orqali aylanadi.
A lazerli mikrojet suv oqimi bilan boshqariladi lazer unda impulsli lazer
nurlari past bosimli suv oqimiga ulanadi. Bu lazer nurlarini optik tolaga
o'xshash hidoyat qilish uchun suv oqimidan foydalangan holda lazerni kesish
funktsiyalarini bajarish uchun ishlatiladi. Buning afzalliklari shundaki, suv
ham axlatni olib tashlaydi va materialni sovitadi. An'anaviy "quruq" lazer
bilan kesishdan qo'shimcha afzalliklar - bu parchalanishning yuqori
tezligi kerf va ko'p qirrali kesish. [13]
Elyaf lazerlari metallni kesish sohasida tez sur'atlarda o'sib boradigan qattiq
holat lazerining bir turi. Aksincha CO2, Elyaf texnologiyasi gaz yoki
suyuqlikdan farqli o'laroq, qattiq daromad olish vositasidan foydalanadi.
"Urug'li lazer" lazer nurini hosil qiladi va keyinchalik shisha tola ichida
kuchaytiriladi. To'lqin uzunligi atigi 1064 nanometr bo'lgan tolalar lazerlari
nuqta o'lchamlarini juda kichik (100 baravar kichikroq) hosil qiladi. CO2) uni](/data/documents/9655a6e1-528c-4b92-9ba4-1c0a80c1a78d/page_6.png)
![aks ettiruvchi metall materialni kesish uchun ideal holga keltirish. Bu bilan
solishtirganda Fiber-ning asosiy afzalliklaridan biri CO2. [14]
Elyaf lazer to'sarining afzalliklari quyidagilarni o'z ichiga oladi: -
Tez ishlov berish vaqtlari.
Energiya sarfini kamaytirish va to'lovlar - yuqori samaradorlik tufayli.
Kattaroq ishonchlilik va ishlash - sozlash yoki tekislash uchun optikasi
yo'q va almashtirish uchun lampalar yo'q.
Minimal texnik xizmat.
Yuqori mahsuldorlik - past operatsion xarajatlar sarmoyangizga katta
daromad keltiradi. [15]
Usullari
Lazer yordamida kesishda turli xil usullar mavjud, har xil materiallarni kesish
uchun har xil turlar qo'llaniladi. Usullarning ba'zilari bug'lanish, eritish va
puflash, eritish va yoqish, termal stressni yorish, skrab yozish, sovuq kesish
va stabillashadigan lazerli kesish.
Bug'lanishni kesish
Bug'lanishda kesilgan holda, yo'naltirilgan nur materialning sirtini chaqnash
nuqtasiga qadar isitadi va teshik ochadi. Kalit teshigi to'satdan ko'payishiga
olib keladi singdiruvchanlik teshikni tezda chuqurlashtirish. Teshik
chuqurlashganda va material qaynab chiqqanda, hosil bo'lgan bug 'eritilgan
devorlarni eroziyani puflaydi va teshikni yanada kattalashtiradi. Yog'och,
uglerod va termoset plastmassalar kabi eritmaydigan materiallar odatda shu
usul bilan kesiladi.
Eritib, puflang
Eritish va puflash yoki termoyadroviy kesish uchun yuqori bosimli gaz
yordamida chiqib ketish joyidan eritilgan material puflanadi, bu esa quvvat
talabini ancha pasaytiradi. Dastlab material erish nuqtasiga qadar isitiladi,
so'ngra gaz oqimi eritilgan materialni kerfdan chiqarib yuboradi, bu esa](/data/documents/9655a6e1-528c-4b92-9ba4-1c0a80c1a78d/page_7.png)
![materialning haroratini oshirishga hojat yo'q. Ushbu jarayon bilan kesilgan
materiallar odatda metalldir.
Termal stressning yorilishi
Mo'rt materiallar, ayniqsa, termal sinishga sezgir bo'lib, bu xususiyat termal
stress yorilishida ishlatiladi. Yorug'lik sirtga yo'naltirilgan bo'lib, mahalliy
isitish va issiqlik kengayishini keltirib chiqaradi. Buning natijasida yoriq
paydo bo'ladi, keyinchalik nurni harakatga keltirish bilan boshqarilishi
mumkin. Yoriqni m / s tartibida siljitish mumkin. Odatda shishani kesishda
ishlatiladi.
Kremniy gofretlarini yashirin ravishda kesib tashlash
Ning ajratilishi mikroelektronik tayyorlangan chiplar yarimo'tkazgich
moslamasini ishlab chiqarish dan kremniy gofretlari impuls bilan ishlaydigan
maxfiy d куб ish jarayoni tomonidan amalga oshirilishi mumkin Nd: YAG
lazer , uning to'lqin uzunligi (1064 nm) elektronga yaxshi moslangan tarmoqli
oralig'i ning kremniy (1.11 eV yoki 1117 nm).
Reaktiv kesish
Shuningdek, "stabillashadigan lazerli gazni kesish", "olovni kesish" deb
nomlanadi. Reaktiv kesish kislorodli mash'alni kesishga o'xshaydi, lekin
ateşleme manbai sifatida lazer nurlari bilan. Ko'pincha uglerod po'latini 1 mm
dan ortiq qalinlikda kesish uchun ishlatiladi. Ushbu jarayon nisbatan qalin
lazer quvvatiga ega bo'lgan juda qalin po'lat plitalarni kesish uchun
ishlatilishi mumkin.
Tolerantlar va sirtni qoplash
Lazer to'sarlari joylashishni aniqligi 10 mikrometrga, takrorlanuvchanligi esa
5 mikrometrga ega. [ iqtibos kerak ]
Standart pürüzlülük Rz varaq qalinligi bilan ortadi, lekin lazer kuchi bilan
kamayadi va chiqib ketish tezligi . Lazer quvvati 800 Vt bo'lgan past karbonli
po'latni kesishda standart pürüzlülük Rz 1 mm qalinligi uchun 10 mkm, 3
mm uchun 20 mkm va 6 mm uchun 25 mkm.](/data/documents/9655a6e1-528c-4b92-9ba4-1c0a80c1a78d/page_8.png)
![Qaerda: po'lat plitaning qalinligi mm; kVtdagi lazer kuchi (ba'zi
yangi lazer to'sarlari 4 kVt quvvatga ega); daqiqada metrda kesish
tezligi. [16]
Ushbu jarayon juda yaqin ushlab turishga qodir bag'rikenglik , ko'pincha
0,001 dyuymgacha (0,025 mm). Parcha geometriyasi va mashinaning
mexanik mustahkamligi bardoshlik qobiliyatiga juda bog'liq. Nurni lazer
yordamida kesish natijasida yuzaga keladigan odatiy yuza 125 dan 250 mikro
dyuymgacha (0,003 mm dan 0,006 mm gacha) bo'lishi mumkin. [11]
Mashina konfiguratsiyasi
Ikki palletli uchuvchi optik lazer
Uchib yuruvchi optik lazer boshi
Odatda sanoat lazerni kesish mashinalarining uch xil konfiguratsiyasi
mavjud: harakatlanuvchi materiallar, gibrid va uchuvchi optik tizimlar. Bular
lazer nurlarini kesish yoki ishlov berish uchun material ustiga siljitish
uslubiga ishora qiladi. Bularning barchasi uchun harakat o'qlari odatda X va
Y belgilanadi o'qi . Agar chiqib ketish boshi boshqarilishi mumkin bo'lsa, u Z
o'qi sifatida belgilanadi.
Ko'chib yuruvchi material lazerlari statsionar chiqib ketish boshiga ega va
uning ostidagi materialni harakatga keltiradi. Ushbu usul lazer generatoridan
ishlov beriladigan qismgacha doimiy masofani va chiqib ketish oqava
suvlarini olib tashlash uchun bitta nuqtani ta'minlaydi. Bu kamroq optikani](/data/documents/9655a6e1-528c-4b92-9ba4-1c0a80c1a78d/page_9.png)
![talab qiladi, lekin ishlov beriladigan qismni ko'chirishni talab qiladi. Ushbu
uslubdagi mashina eng kam nurni etkazib berish optikasiga ega, lekin ayni
paytda eng sekin ishlashga intiladi.
Gibrid lazerlar bir o'qda (odatda X o'qi) harakatlanadigan va boshni qisqa (Y)
o'qi bo'ylab harakatlanadigan jadvalni taqdim etadi. Bu uchib kelayotgan
optik mashinaga qaraganda doimiy nurni etkazib berish yo'lining uzunligini
keltirib chiqaradi va oddiyroq nur etkazish tizimiga ruxsat berishi mumkin.
Buning sababi, etkazib berish tizimidagi quvvat yo'qotilishi kamayishi va
uchib ketadigan optik mashinalarga qaraganda bir vatt uchun ko'proq quvvat
bo'lishi mumkin.
Uchib yuruvchi optik lazerlarda statsionar stol va gorizontal o'lchamlarning
ikkalasida ham ishlov beriladigan qism bo'ylab harakatlanadigan bosh (lazer
nurlari bilan) mavjud. Uchib yuruvchi optik to'sarlar ishlov berish jarayonida
ishlov beriladigan qismni harakatsiz ushlab turadi va ko'pincha materialni
qisib turishni talab qilmaydi. Harakatlanuvchi massa doimiy, shuning uchun
dinamikaga ishlov beriladigan qismning har xil o'lchamlari ta'sir qilmaydi.
Uchib yuruvchi optik dastgohlar eng tezkor turi bo'lib, ular ingichka ish
qismlarini kesishda foydalidir. [17]
Uchib yuruvchi optik mashinalar yaqin maydondan (rezonatorga yaqin)
kesishdan olis maydonga (rezonatordan uzoqda) kesimgacha o'zgaruvchan
nur uzunligini hisobga olish uchun biron bir usulni qo'llashi kerak. Buni
nazorat qilishning keng tarqalgan usullari kollimatsiya, adaptiv optikani yoki
doimiy uzunlik o'qidan foydalanishni o'z ichiga oladi.
Beshta va oltita eksa mashinalari shuningdek, shakllangan ish qismlarini
kesishga ruxsat berish. Bunga qo'shimcha ravishda, lazer nurlarini
shakllangan ishlov beriladigan qismga yo'naltirishning turli usullari, fokus
masofasini va nozulni ushlab turishni ta'minlash va hk.
Pulsing
Impulsli lazerlar Qisqa vaqt ichida yuqori quvvatli portlashni ta'minlaydigan
ba'zi lazerlarni kesish jarayonida, xususan, pirsingda yoki juda kichik
teshiklar yoki juda past kesish tezligi zarur bo'lganda juda samarali bo'ladi,
chunki doimiy lazer nurlari ishlatilgan bo'lsa, issiqlik butun kesilgan
qismning erishi darajasiga yetishi mumkin.
Ko'pgina sanoat lazerlari NC ostida (doimiy to'lqin) impuls yoki kesish
qobiliyatiga ega ( raqamli boshqaruv ) dasturni boshqarish.](/data/documents/9655a6e1-528c-4b92-9ba4-1c0a80c1a78d/page_10.png)
![Ikkita zarba lazerlari takomillashtirish uchun bir qator zarba juftlaridan
foydalanadilar materialni olib tashlash darajasi va teshik sifati. Aslida,
birinchi zarba materialni sirtdan olib tashlaydi, ikkinchisi esa ejekaning
teshik tomoniga yopishib qolishiga yoki kesilishiga yo'l qo'ymaydi. [18]
Quvvat sarfi
Lazerni kesishning asosiy kamchiligi - bu yuqori quvvat sarfi. Sanoat lazer
samaradorligi 5% dan 45% gacha bo'lishi mumkin. [19]
Har qanday aniq
lazerning quvvat sarfi va samaradorligi chiqish quvvati va ish parametrlariga
qarab o'zgaradi. Bu lazer turiga va lazerning qo'lidagi ish bilan qanchalik mos
kelishiga bog'liq bo'ladi. Sifatida ma'lum bo'lgan lazerni kesish quvvati
miqdori issiqlik kiritish , ma'lum bir ish uchun material turi, qalinligi,
ishlatilgan jarayon (reaktiv / inert) va kerakli kesish tezligiga bog'liq.
A dan foydalangan holda har xil qalinlikdagi turli xil materiallar uchun zarur bo'lgan issiqlik
kiritish miqdori CO2 lazer [vatt] [20]
Materiallar Materiallar qalinligi
0,51 mm 1,0 mm 2,0 mm 3,2 mm 6,4 mm
Zanglamaydigan po'lat 1000 1000 1000 1500 2500
Alyuminiy 1000 1000 1000 3800 10000
Yengil po'lat − 400 − 500 −
Titan 250 210 210 − -
Kontrplak − - − - 650
Bor / epoksi − - − 3000 −
Ishlab chiqarish va kesish stavkalari
Kesishning maksimal darajasi (ishlab chiqarish darajasi) lazer kuchi,
materialning qalinligi, jarayon turi (reaktiv yoki inert) va materialning
xususiyatlari bilan bir qatorda cheklangan. Umumiy sanoat tizimlari (-1 kVt)
uglerod po'lat metallini kesadi 0,51 - 13 mm qalinlikda. Ko'p maqsadlar
uchun lazer standart arralashdan o'ttiz baravar tezroq bo'lishi mumkin. [21]
A yordamida stavkalarni qisqartirish CO2 lazer [sm / soniya]
Ish qismi materiali Materiallar qalinligi
0,51 mm 1,0 mm 2,0 mm 3,2 mm 6,4 mm 13 mm
Zanglamaydigan po'lat 42.3 23.28 13.76 7.83 3.4 0.76](/data/documents/9655a6e1-528c-4b92-9ba4-1c0a80c1a78d/page_11.png)

MAVZU : Lazerli kesish . Materialshunoslikda qo`llanilishi
Samarqand – 202 1 Lazerli kesish. Materialshunoslikda qo`llanilishi Lazer to'sarining diagrammasi Po'lat qatlamida lazer bilan kesish jarayoni
SAPR (yuqori) va zanglamaydigan po'latdan lazer bilan kesilgan qism (pastki) Lazerni kesish dan foydalanadigan texnologiya lazer materiallarni kesish uchun. Odatda sanoat ishlab chiqarish dasturlari uchun ishlatilgan bo'lsa-da, u maktablar, kichik biznes va havaskorlar tomonidan qo'llanila boshlanadi. Lazer kesish yuqori quvvatli lazer chiqishini eng ko'p optik orqali yo'naltirish orqali ishlaydi. The lazer optikasi va CNC (kompyuter raqamli boshqarish) materialni yoki hosil bo'lgan lazer nurini yo'naltirish uchun ishlatiladi. Materiallarni kesish uchun savdo lazer CNC-ga rioya qilish uchun harakatni boshqarish tizimidan foydalanadi G-kod materialga kesilishi kerak bo'lgan naqsh. Fokuslangan lazer nuri materialga yo'naltirilgan bo'lib, u eritiladi, yonadi, bug'lanadi yoki gaz oqimi bilan uchib ketadi, [1] yuqori sifatli sirt qoplamasi bilan chekka qoldiring. [2] Tarix 1965 yilda birinchi ishlab chiqarish lazerli kesish mashinasi ishlatilgan burg'ulash teshiklari olmos o'ladi . Ushbu mashina. Tomonidan ishlab chiqarilgan G'arbiy elektrotexnika tadqiqot markazi . [3] 1967 yilda inglizlar metallarni kislorodli reaktiv yordamida lazer yordamida kesishga kashshof bo'lishdi. [4] 1970-yillarning boshlarida ushbu texnologiya aerokosmik qo'llanmalar uchun titanni kesish uchun ishlab chiqarishga joriy etildi. Xuddi shu paytni o'zida CO2 kabi lazerlarni metall bo'lmaganlarni kesishga moslashgan to'qimachilik , chunki, o'sha paytda, CO2 lazerlar engib o'tishga qodir emas edi issiqlik o'tkazuvchanligi metallar. [5] Jarayon
CNC interfeysi orqali dasturlashtirilgan kesish bo'yicha ko'rsatmalar bilan po'latni sanoat lazer bilan kesish .Ning avlodi lazer nur yopiq idishda elektr razryadlari yoki lampalar yordamida lasing materialini rag'batlantirishni o'z ichiga oladi. Lasing materialini qo'zg'atganda, nur monoxromatik izchil yorug'lik oqimi sifatida qochib qutulish uchun etarli energiyaga erishmaguncha, qisman oyna yordamida ichki qismda aks etadi. Ko'zgular yoki optik tolalar odatda yo'naltirish uchun ishlatiladi izchil yorug'lik yorug'likni ish zonasiga yo'naltiradigan ob'ektivga. Fokuslangan nurning eng tor qismi odatda 0,0125 dyuym (0,32 mm) dan kam. Materiallarning qalinligiga qarab, kerf 0,004 dyuym (0,10 mm) gacha bo'lgan kengliklar mumkin. [6] Kesishni chetidan boshqa joydan boshlash uchun har bir kesishdan oldin teshilish amalga oshiriladi. Pirsing odatda yuqori quvvatli impulsli lazer nurini o'z ichiga oladi, u asta-sekin materialda teshik hosil qiladi va qalinligi 0,5 dyuym (13 mm) uchun 5-15 soniya vaqt oladi. zanglamaydigan po'lat , masalan. Lazer manbasidan olingan izchil nurlarning parallel nurlari ko'pincha diametri 0,06-0,08 dyuym (1,5-2,0 mm) oralig'ida tushadi. Ushbu nur odatda linzalar yoki oynalar yordamida juda zich lazer nurini yaratish uchun 0,001 dyuym (0,025 mm) gacha bo'lgan juda kichik nuqtaga yo'naltirilgan va kuchaytirilgan. Konturni kesish paytida iloji boricha silliq ishlov berishga erishish uchun nur yo'nalishi qutblanish konturli ishlov beriladigan buyumning atrofini aylanib o'tganda aylantirilishi kerak. Plitalarni kesish uchun fokus uzunligi odatda 1,5-3 dyuym (38-76 mm) ni tashkil qiladi. [7] Lazerni kesish afzalliklari mexanik kesish ishlov berishni osonlashtirish va ishlov beriladigan qismning ifloslanishini kamaytirish (shu sababli material bilan ifloslanadigan yoki materialni ifloslantiradigan chekka joy yo'q). Aniqlik yaxshiroq bo'lishi mumkin, chunki jarayon davomida lazer nurlari eskirmaydi. Lazer tizimlari kichik bo'lganligi sababli, kesilgan materialni burish ehtimoli kamayadi issiqlik ta'sir qiladigan zona . [8] Ba'zi materiallarni an'anaviy usullar bilan kesish juda qiyin yoki imkonsizdir.
Metall uchun lazer bilan kesish afzalliklarga ega plazma kesish aniqroq bo'lish [9] va metall lavha kesishda kam energiya sarflash; ammo, aksariyat sanoat lazerlari plazma mumkin bo'lgan katta metall qalinligini kesib ololmaydi. Yuqori quvvat bilan ishlaydigan yangi lazer mashinalari (6000 vatt, erta lazerni kesish mashinalarining 1500 vattli ko'rsatkichlaridan farqli o'laroq) plazma mashinalariga qalin materiallarni kesib o'tish qobiliyatiga yaqinlashmoqda, ammo bunday mashinalarning kapital qiymati plazmadagiga qaraganda ancha yuqori po'lat plitalar kabi qalin materiallarni kesishga qodir chiqib ketish mashinalari. [10] Turlari HACO tolali lazerni kesish mashinasi o'rnatilgan yuk tushirish tizimiga ega. 4000 vatt CO2 lazer to'sar Lazerni kesishda ishlatiladigan uchta asosiy lazer turi mavjud. The CO2 lazer kesish, zerikarli va o'yma uchun mos keladi. The neodimiy (Nd) va neodimiy itriyum-alyuminiy-granat ( Nd: YAG ) lazerlar uslubi bo'yicha bir xil va faqat qo'llanilishida farqlanadi. Nd zerikarli va yuqori energiya, ammo kam takrorlash zarur bo'lgan joyda ishlatiladi. Nd: YAG lazeri juda katta quvvat zarur bo'lgan joyda va zerikarli va o'yma uchun ishlatiladi. Ikkalasi ham CO2 va Nd / Nd: YAG lazerlaridan foydalanish mumkin payvandlash . [11] CO2 lazerlar, odatda, gaz aralashmasi orqali (DC qo'zg'atilgan) yoki radiochastota energiyasidan foydalangan holda (chastota bilan qo'zg'atilgan)