Metallarga ishlov berishda qo‘llaniladigan qo‘l va elektr asboblarining tuzilishi va ishlash prinsipi



Metallarga ishlov berishda qo‘llaniladigan qo‘l va elektr asboblarining tuzilishi va ishlash prinsipi REJA: 1. Metallni qirqish chilangarlik arralari. 2. Chilangarlik qaychilari. 3. Chilangarlik ishlatiladigan z ubilo lar, bolg‘alar va s andon . 4. Metallarga ishlov berishda ishlatiladigan egovlar va nadfillar.
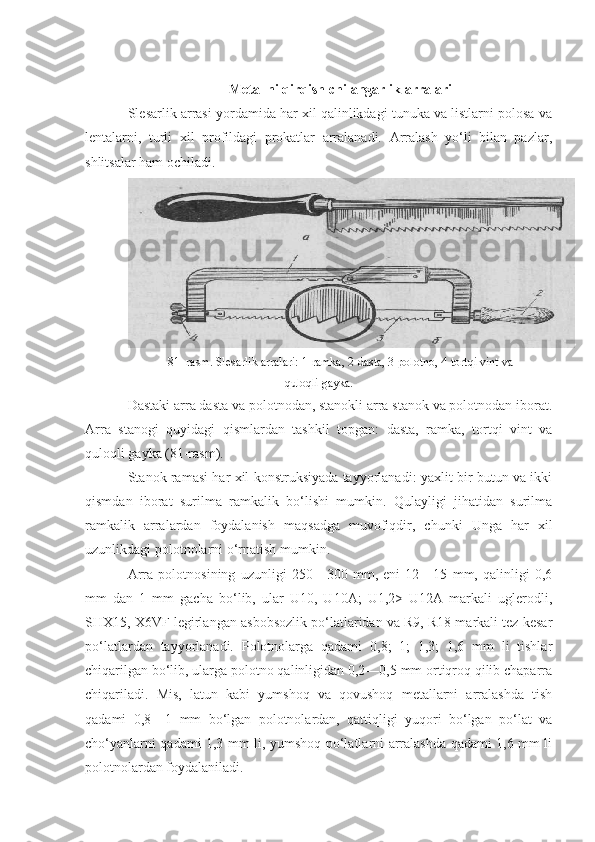
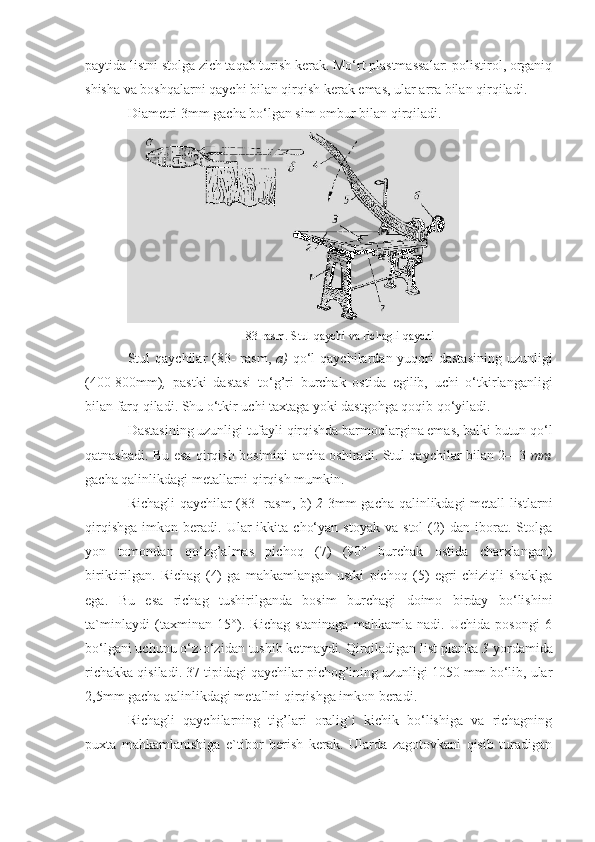
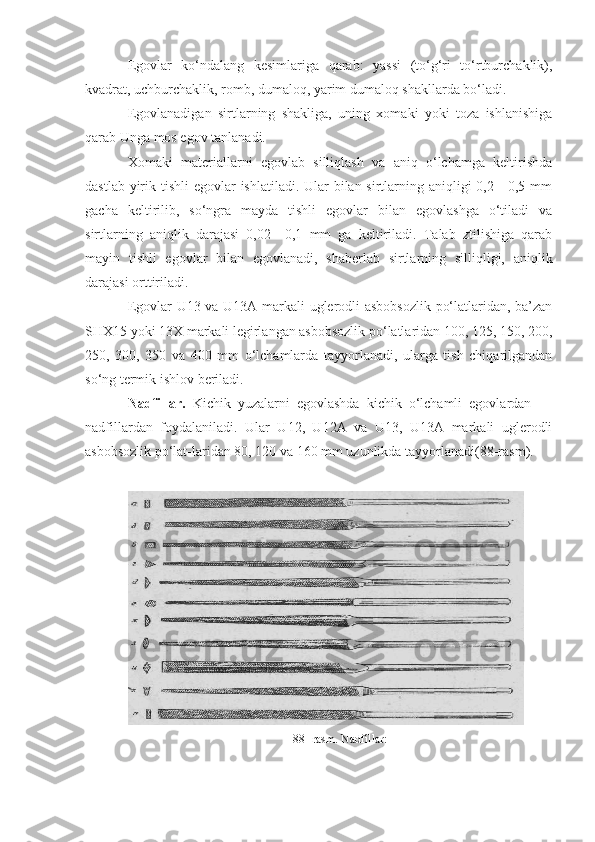
Metallni qirqish chilangarlik arralari Slesarlik arrasi yordamida har xil qalinlikdagi tunuka va listlarni polosa va lentalarni, turli xil profildagi prokatlar arralanadi. Arralash yo‘li bilan pazlar, shlitsalar ham ochiladi. 81 - rasm. Slesarlik arralari: 1-ramka, 2-dasta, 3-polotno, 4-tortqi vint va quloqli gayka. Dastaki arra dasta va polotnodan, stanokli arra stanok va polotnodan iborat. Arra stanogi quyidagi qismlardan tashkil topgan: dasta, ramka, tortqi vint va quloqli gayka ( 81-rasm ). Stanok ramasi har xil konstruksiyada tayyorlanadi: yaxlit bir butun va ikki qismdan iborat surilma ramkalik bo‘lishi mumkin. Qulayligi jihatidan surilma ramkalik arralardan foydalanish maqsadga muvofiqdir, chunki Unga har xil uzunlikdagi polotnolarni o‘rnatish mumkin. Arra polotnosining uzunligi 250—300 mm, eni 12—15 mm, qalinligi 0,6 mm dan 1 mm gacha bo‘lib, ular U10, U10A; U1,2> U12A markali uglerodli, SHX15, X6VF legirlangan asbobsozlik po‘latlaridan va R9, R18 markali tez kesar po‘latlardan tayyorlanadi. Polotnolarga qadami 0,8; 1; 1,3; 1,6 mm li tishlar chiqarilgan bo‘lib, ularga polotno qalinligidan 0,2—0,5 mm ortiqroq qilib chaparra chiqariladi. Mis, latun kabi yumshoq va qovushoq metallarni arralashda tish qadami 0,8—1 mm bo‘lgan polotnolardan, qattiqligi yuqori bo‘lgan po‘lat va cho‘yanlarni qadami 1,3 mm li, yumshoq po‘latlarni arralashda qadami 1,6 mm li polotnolardan foydalaniladi.
Slesarlik arralarining tishlari duradgorlikdagi tiluvchi arralarning tishlariga o‘xshash qiyshiq tishli bo‘lib, polotnoni stanokka o‘rnatishda tishlarni oldinga — tortqi vint tomonga qaratib o‘rnatiladi (81- rasm) va tortqi vint yordamida taranglanadi. Polotnoni taranglashda quloqly gayka qo‘l bilan buraladi. Ortiqcha tarang tortilgan, shuningdek, salqi o‘rnatilgan polotno ish vaqtida o‘zilib yoki tishlari sinib ketishi mumkin. SHuning uchun uni normal holda taranglash kerak Arra polotnosi arralanadigan materialning o‘lchamiga (uzunligiga) qarab ramka tekisligida yoki ramka tekisligiga tik o‘rnatilishi mumkin. Qisqa materiallarni arralashda polotno ramka tekisligida o‘rnatilib, uzun o‘lchamdagilarini arralashda esa 90° ga burib o‘rnatiladi. Stanokka yangi polotno o‘rnatish yoki polotnoning holatini o‘zgartishda quloqli gayka bo‘shatilib, dasta va tortqi vintdagi shtiftlar olinib (ular qisqa o‘lchamli mix yoki burama mixdan iborat bo‘lishi mumkin) polotno o‘rnatiladi va shtiftlar qayta kiritilib, tarangligi sozlanadi. Metallni qirqish uchun asbob . Qalin bo‘lgan listli, polosali kesimi doira shaklida bo‘lgan, profilli metallarni qirqish uchun qo‘l-temir arrasi ishlatiadi. U paz, shlis, aylana bo‘ylab belgi qilish uchun ham ishlatiladi (8-rasm). Temir arra polotnosi tishlarini shunday o‘rnatish kerakki, uning egilgan tishlarining uchlari ushlagichga teskari bo‘lsin. Sal tortilgan polotnoning tishlari arralagan payitda sinib ketishi mumkin, aksincha agar polotno juda qattiq tortilib o‘rnatilsa, sal qiyalikdan ham polotno sinib ketadi. Polotno tishlarinng qayrilish burchagi odatda 60 ° ni tashkil qiladi. Metallni qirqayotgan paytda ishqalanish kuchini kamaytirish uchun ikki tomonga qayiriladi. Polotno to‘lqinsimon qilib ishlangani uchun uning qirqish eni 0,25-0, 6 mm ko‘proq bo‘ladi. Temir arra polotnosining uzunligi odatda 250-350 mm, eni 12-15 mm, qalinligi 0,6-0, 8 mm bo‘lib« tishlar qadami 0,6-1,2 mm ni tashkil qiladi. Chilangarlik qaychilari Metallni qaychi bilan qirqish juda unumli bo‘lib, qirindi chiqarmay turib istalgan shakldagi detalni qirqishga va to‘g’ridan-to‘g’ri tayyor detal olishga
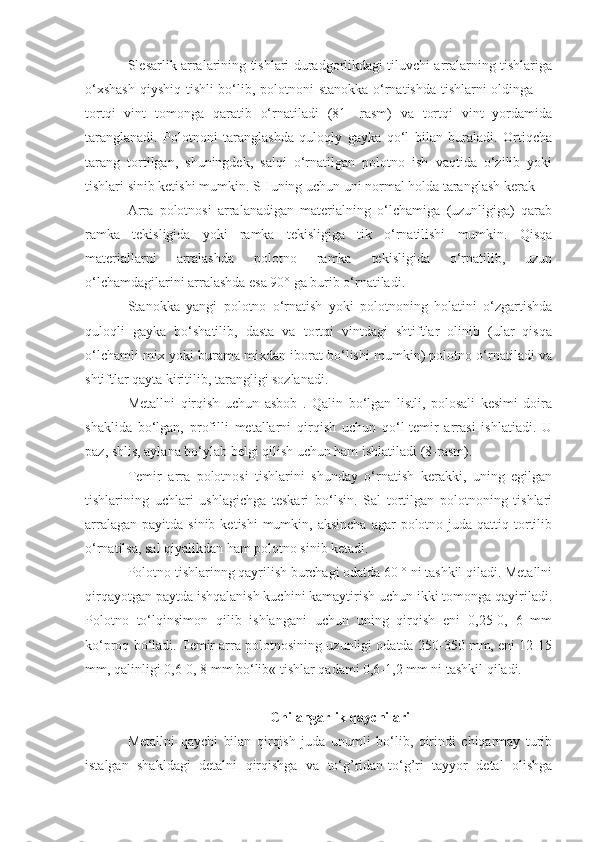
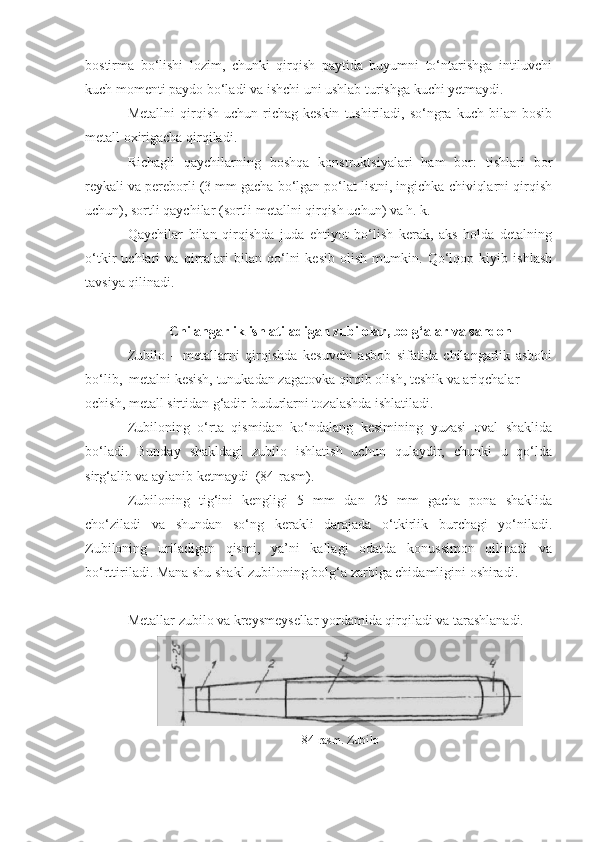
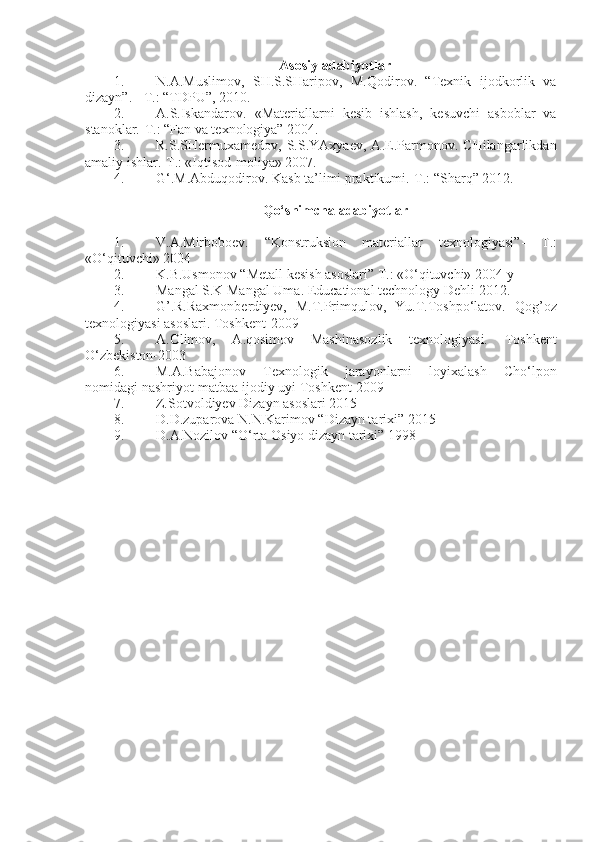
imkon beradi. Biroq , qaychilar bosim hisobiga qirqqani uchun metallni qirqishga katta kuch kerak bo‘ladi. Shuning uchun qaychilar bilan list materiallar qirqiladi. Profil va chiviq materiallarni kesadigan mexaniq qaychilar ham mavjud. Qo‘l qaychilar (82-rasm) yupqa list materialni qirqish uchun ishlatiladi. Ular bilan 0,5-0,7 mm qalinlikdagi po‘latni, tunukani, qalinligi 1,5 mm gacha bo‘lgan rangli metallarni kirqish mumkin. Qo‘l qaychilarning tig’i kalta, dastasi uzun bo‘ladi. Qaychilarning tig’i, v = 70° burchak ostida charxlanadi. Metallni qirkqanda paydo bo‘ladigan kuch ta`sirida tig’ning o‘t, maslashishiga yo‘l qo‘ymaslik uchun charxlanish burchagi shunchalik katta olinadi. Qaychilarning tig’ini o‘tkir va to‘g’ri chiziqli qilib charxlash kerak. Tig’lar butun uzunligi bo‘yicha o‘zaro yondoshib turishi lozim. Ular orasidagi zazor 0,2mm dan oshmasligi darkor. 82-rasm. Qo‘l qaychi bilan yupqa list materialni qirqish Agar zazor bundan oshib ketsa, qaychi metallni qirqmay ezadi, natijada kirqilgan joy g’adir-budur bo‘lib chiqadi. Agar tig’lar orasida zazor bo‘lmasa, katta
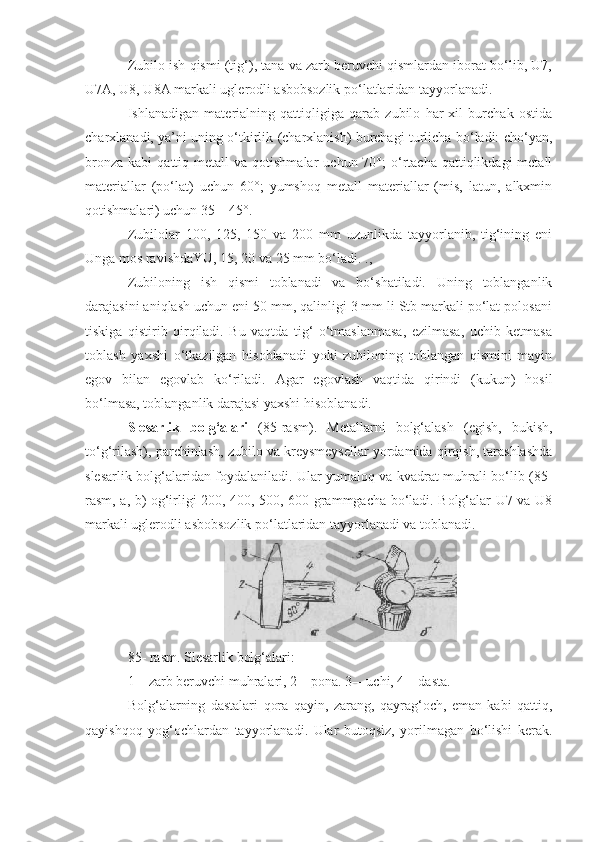
ishqalanish kuchi paydo bo‘lib, tig’ni tez o‘tmaslashtirib qo‘yadi. Tig’larning ishqalakishini kamaytirish uchun ular bir-biriga tegib turadigan tekislik kichik (β =1-2°) burchak ostida charxlanadi. Qo‘l qaychilar 65, 70 markali po‘latdan yasaladi, qirquvchi tig’lar NRS 52-58 qattiqligigacha toblanadi. Qaychilar o‘naqay (82-rasm, a) va chapaqay (82-rasm, b) bo‘ladi. O‘naqay qaychilar bilan qirqqanda pastki tig’ning qiyaligi o‘ng tomonda bo‘ladi. Bunday kaychilar ko‘proq qo‘llanadi. Chapaqay qaychilar egri chiziqli detallar qirqishda foydalaniladi. Listlar va trubalarda shakldor teshiklar ochish uchun egri tig’li qaychilar ishlatiladi (82-rasm, v). Qirqish paytida qaychi o‘ng qo‘l bilan ushlanadi (82-rasm, g). Bosh barmoq yuqori dasta ustida turadi, uch o‘rta barmoq bilan pastki dasta ushlanadi, ko‘rsatkich yoki kichik barmoq dasta,tar orasida turib, dastalarni ochib turadi. Qirqish paytida qaychining yuqori tig’i reja chizig’i ustidan yurishi kerak. Qirqiladigan metall qaychilarning jag’i orasiga qanchalik ichkari kirsa, shuncha kam kuch bilan qirqiladi. Lekin tig’lar katta ochilganda kirqish kuchining gorizontal tashkil etuvchisi kattalashadi va metall qirqilmasdan itariladi, qaychi jag’lar orasidan chiqishga harakat qiladi (82-rasm, d) . Tig’lar taxminan 30° ochilganda ishqalanish kuchi va ishchi chap qo‘lining kuchi itaruvchi kuchga qarshi tura oladi. Ana shu burchakni qo‘l qaychilyar bilan metall kirqishda eng qulay burchak deyish mumkin. Qirqish paytida qaychining yuqori tig’i reja chizig’i ustidan yuritiladi, chap qo‘l bilan qirqib olinayotgan qism bukib turiladi. Bunda metallni keskin bukib yubormaslik kerak. Qaychini oldinga yurgizyb qirqqan sari uni qirqiladigan joyga taqab borish kerak. Aks holda g’adir-budurliklar paydo bo‘ladi. Qaychi qirqilayotgan metallga tik ushlanishi lozim. Qiyshaytirilsa, qirkmasdan metallni ezadi. Yupqa plastmassa listlarini oddiy qo‘l qaychilar bilan qirqsa ham bo‘ladi. Lekin bunda tig’lar orasidagi zazor juda kichik (0,1-0,2mm ) bo‘lishi kerak. Qirqish