Metallarga ishlov berishda qo‘llaniladigan rejalash asboblari



Metallarga ishlov berishda qo‘llaniladigan rejalash asboblari Reja: 1. Metallarga ishlov berishda qo‘llaniladigan rejalash asboblari. 2. Metallarga ishlov ber ishda qo‘llaniladigan o‘lchash asboblari .
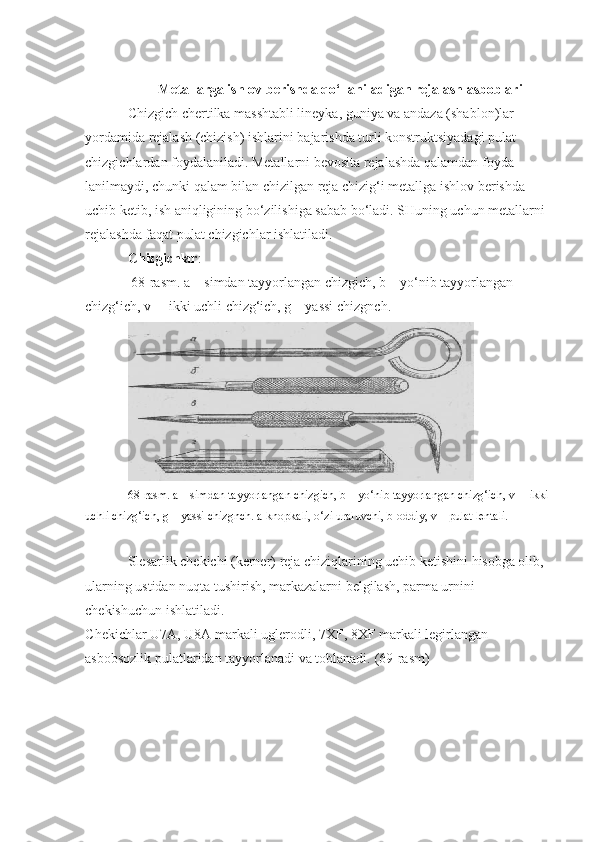
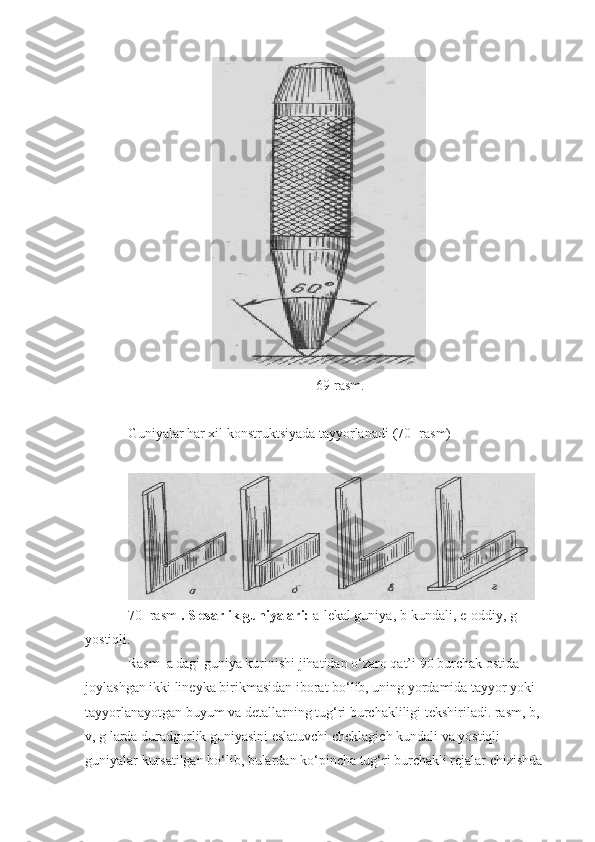
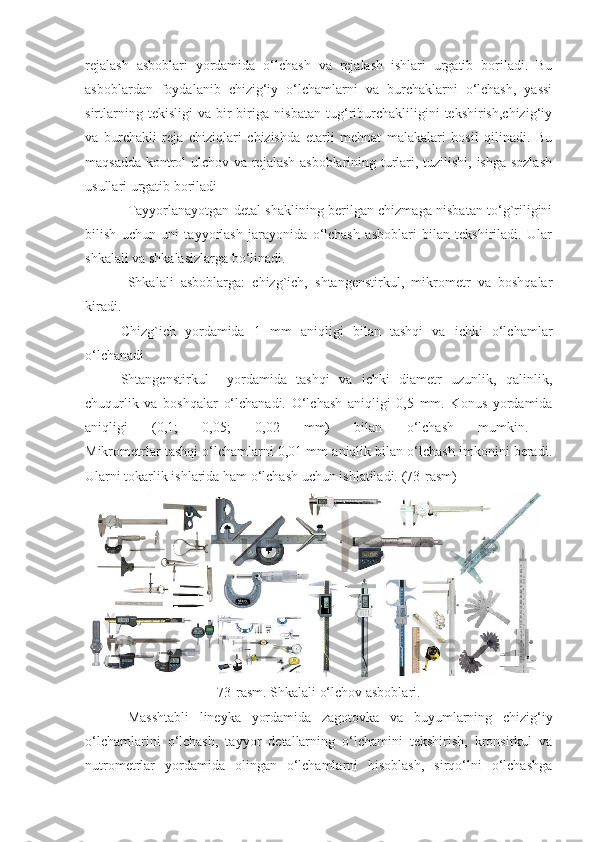
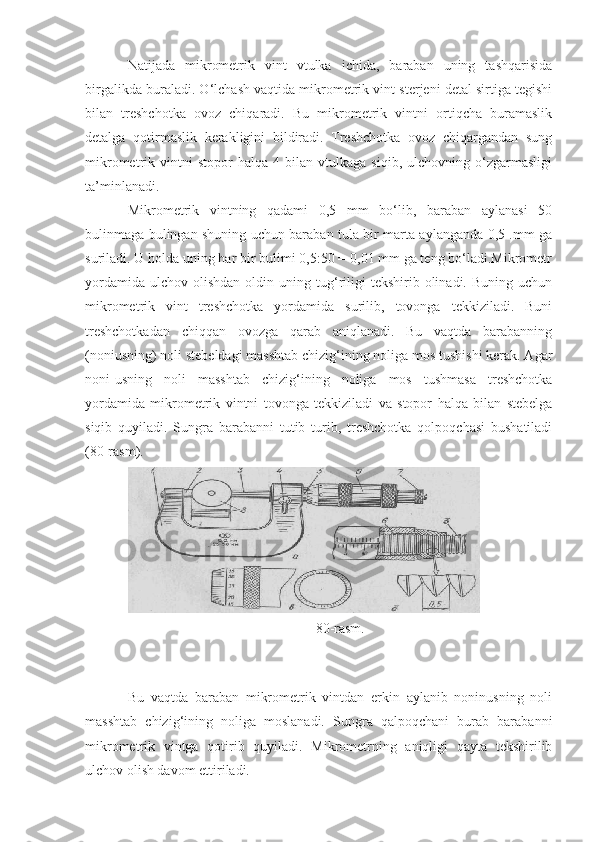
Metallarga ishlov berishda qo‘llaniladigan rejalash asboblari Chizgich chertilka masshtabli lineyka, guniya va andaza (shablon)lar yordamida rejalash (chizish) ishlarini bajarishda turli konstruktsiyadagi pulat chizgichlardan foydalaniladi. Metallarni bevosita rejalashda qalamdan foyda lanilmaydi, chunki qalam bilan chizilgan reja chizig‘i metallga ishlov berishda uchib ketib, ish aniqligining bo‘zilishiga sabab bo‘ladi. SHuning uchun metallarni rejalashda faqat pulat chizgichlar ishlatiladi. Chizgichlar : 68-rasm. a—simdan tayyorlangan chizgich, b—yo‘nib tayyorlangan chizg‘ich, v— ikki uchli chizg‘ich, g—yassi chizgnch. 68-rasm. a—simdan tayyorlangan chizgich, b—yo‘nib tayyorlangan chizg‘ich, v— ikki uchli chizg‘ich, g—yassi chizgnch. a-knopkali, o‘zi uraluvchi, b-oddiy, v—pulat lentali. Slesarlik chekichi (kerner) reja chiziqlarining uchib ketishini hisobga olib, ularning ustidan nuqta tushirish, markazalarni belgilash, parma urnini chekishuchun ishlatiladi. C h ekichlar U7A, U8A markali uglerodli, 7XF, 8XF markali legirlangan asbobsozlik pulatlaridan tayyorlanadi va toblanadi. (69-rasm)
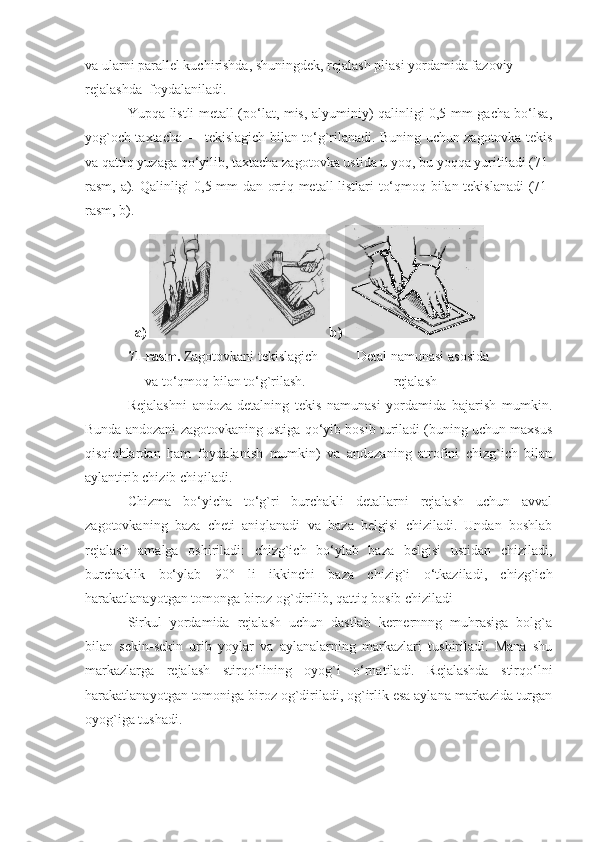
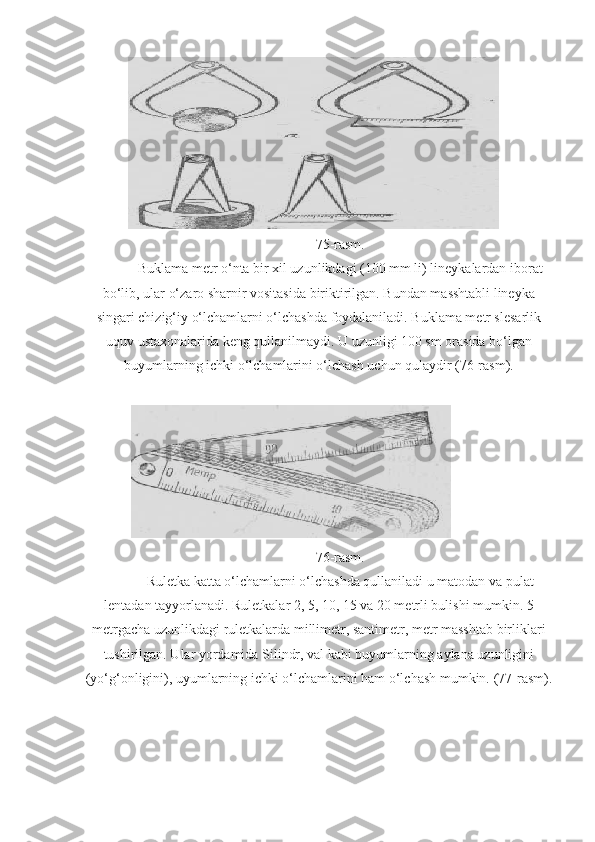
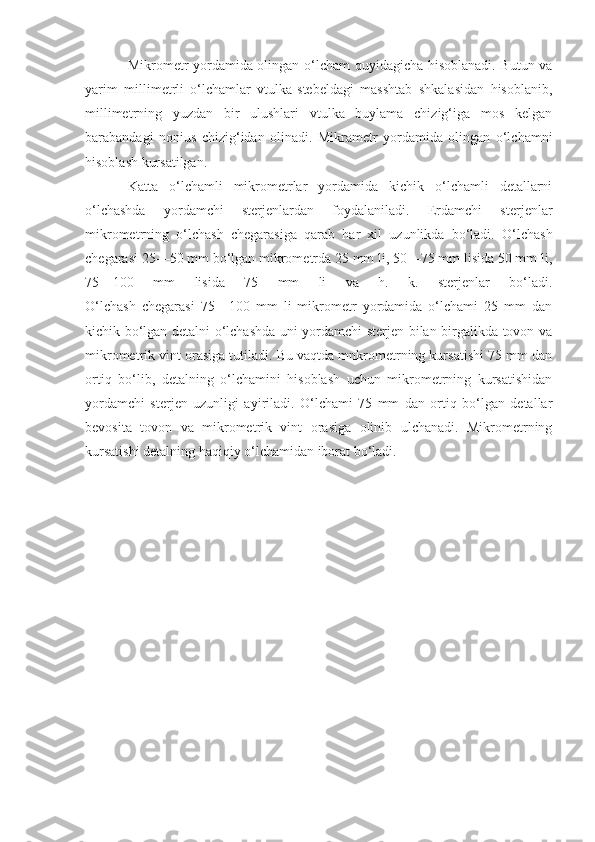
69-rasm. Guniyalar har xil konstruktsiyada tayyorlanadi (70- rasm) 70- rasm . Slesarlik guniyalari: a-lekal guniya, b-kundali, e-oddiy, g- yostiqli. Rasm a dagi guniya kurinishi jihatidan o‘zaro qat’i 90 burchak ostida joylashgan ikki lineyka birikmasidan iborat bo‘lib, uning yordamida tayyor yoki tayyorlanayotgan buyum va detallarning tug‘ri burchakliligi tekshiriladi. rasm, b, v, g larda duradgorlik guniyasini eslatuvchi cheklagich kundali va yostiqli guniyalar kursatilgan bo‘lib, bulardan ko‘pincha tug‘ri burchakli rejalar chizishda
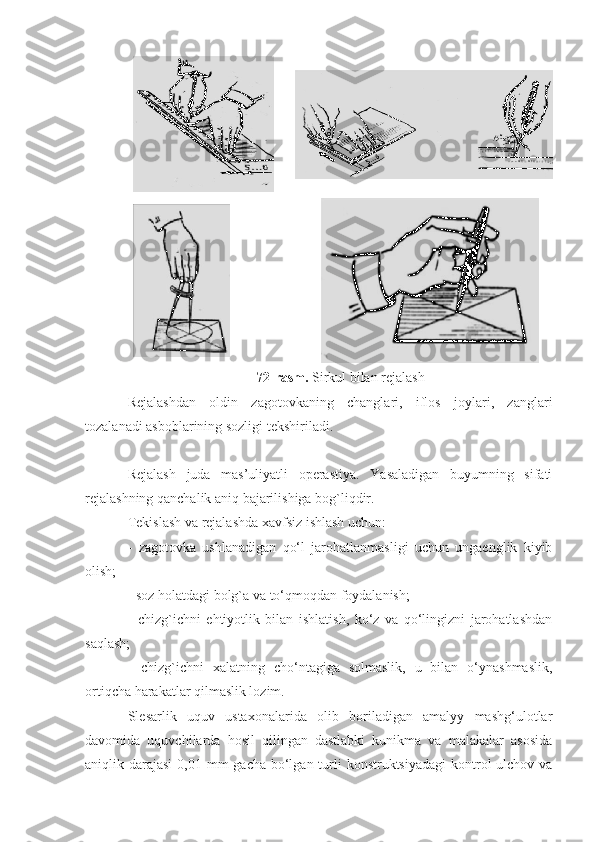
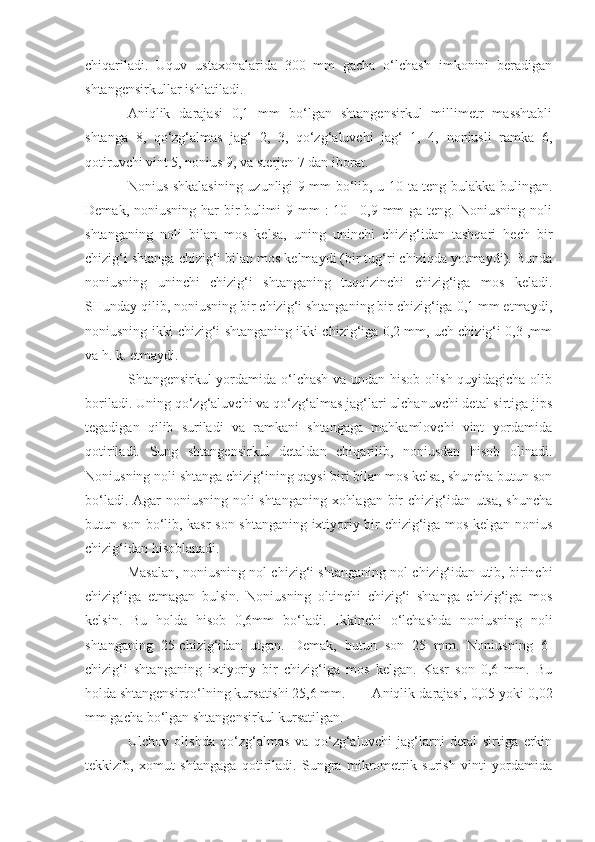
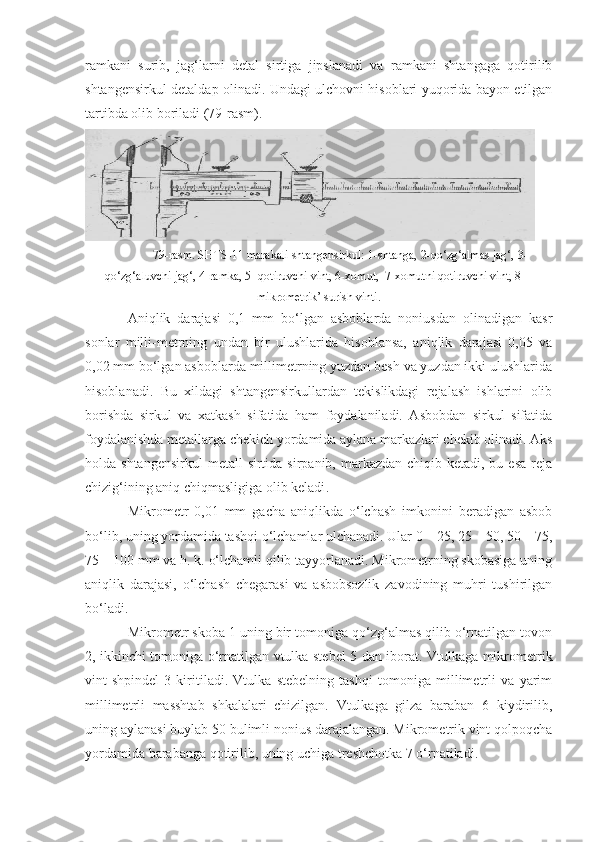
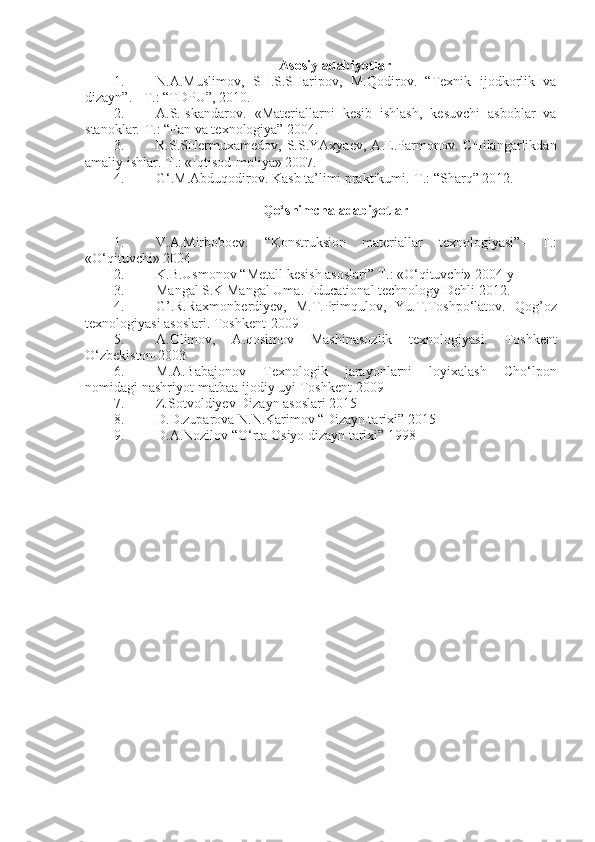
va ularni parallel kuchirishda, shuningdek, rejalash pliasi yordamida fazoviy rejalashda foydalaniladi. Yupqa listli metall (po‘lat, mis, alyuminiy) qalinligi 0,5 mm gacha bo‘lsa, yog`och taxtacha — tekislagich bilan to‘g`rilanadi. Buning uchun zagotovka tekis va qattiq yuzaga qo‘yilib, taxtacha zagotovka ustida u yoq, bu yoqqa yuritiladi (71- rasm, a). Qalinligi 0,5 mm dan ortiq metall listlari to‘qmoq bilan tekislanadi (71- rasm, b). a) b) 71-rasm. Zagotovkani tekislagich Detal namunasi asosida va to‘qmoq bilan to‘g`rilash. rejalash Rejalashni andoza-detalning tekis namunasi yordamida bajarish mumkin. Bunda andozani zagotovkaning ustiga qo‘yib bosib turiladi (buning uchun maxsus qisqichlardan ham foydalanish mumkin) va andozaning atrofini chizg`ich bilan aylantirib chizib chiqiladi. Chizma bo‘yicha to‘g`ri burchakli detallarni rejalash uchun avval zagotovkaning baza cheti aniqlanadi va baza belgisi chiziladi. Undan boshlab rejalash amalga oshiriladi: chizg`ich bo‘ylab baza belgisi ustidan chiziladi, burchaklik bo‘ylab 90° li ikkinchi baza chizig`i o‘tkaziladi, chizg`ich harakatlanayotgan tomonga biroz og`dirilib, qattiq bosib chiziladi Sirkul yordamida rejalash uchun dastlab kernernnng muhrasiga bolg`a bilan sekin-sekin urib yoylar va aylanalarning markazlari tushiriladi. Mana shu markazlarga rejalash stirqo‘lining oyog`i o‘rnatiladi. Rejalashda stirqo‘lni harakatlanayotgan tomoniga biroz og`diriladi, og`irlik esa aylana markazida turgan oyog`iga tushadi.
72-rasm. Sirkul bilan rejalash Rejalashdan oldin zagotovkaning changlari, iflos joylari, zanglari tozalanadi asboblarining sozligi tekshiriladi. Rejalash juda mas’uliyatli operastiya. Yasaladigan buyumning sifati rejalashning qanchalik aniq bajarilishiga bog`liqdir. Tekislash va rejalashda xavfsiz ishlash uchun: - zagotovka ushlanadigan qo‘l jarohatlanmasligi uchun ungaenglik kiyib olish; - soz holatdagi bolg`a va to‘qmoqdan foydalanish; - chizg`ichni ehtiyotlik bilan ishlatish, ko‘z va qo‘lingizni jarohatlashdan saqlash; - chizg`ichni xalatning cho‘ntagiga solmaslik, u bilan o‘ynashmaslik, ortiqcha harakatlar qilmaslik lozim. Slesarlik uquv ustaxonalarida olib boriladigan amalyy mashg‘ulotlar davomida uquvchilarda hosil qilingan dastlabki kunikma va malakalar asosida aniqlik darajasi 0,01 mm gacha bo‘lgan turli konstruktsiyadagi kontrol-ulchov va